11 група 10.04.2020р. Урок №139-140
ТЕМА №21. Контроль якості зварних
з'єднань
Урок №139-140. Гідравлічний та пневматичний контроль.
Хімічний, галоїдний та капілярний контроль.
План
2. Пневматичні випробування і випробування гасом.
3. Хімічний та галоїдний метод.
3. Контроль капілярним методом.
2. Пневматичні випробування і випробування гасом.
3. Хімічний та галоїдний метод.
Домашнє завдання : І.В. Гуменюк, О.Ф. Іваськів
Технологія електродугового зварювання
ст.436-442.
Для вивчення теми уроків можна використати підручник, або наступний матеріал
Корисні посилання:
https://www.youtube.com/watch?v=GUqgfPRdHik – капілярний контроль
①
Випробування поливанням водою
проводять у тих випадках, коли є можливість вільного доступу до зварних
з'єднань з обох боків. З одного боку
з'єднання поливають струменем води з брандспойта (тиск 0,1-1 МПа) одночасно, з
іншого проводять огляд з метою виявлення течі. Вертикальні з'єднання поливають
знизу вверх.
② Випробування
стисненим повітрям слід проводити після гідравлічних випробувань на
міцність.
Випробування
стисненим повітрям слід проводити після гідравлічних випробувань на
міцність.  Рис.1. Схема контролю
переносною вакуум-камерою:
Рис.1. Схема контролю
переносною вакуум-камерою:
Камера
складається з листового оргскла (наприклад, прямокутної форми), з одного боку
якого за периметром приклеєна губчаста гума, яка є ущільнювачем. В оргсклі є
отвір, через який за допомогою шлангів камеру з'єднують з вакуумним насосом або
інжектором. Для випробування на
щільність ділянку зварного шва покривають сумішшю, яка утворює піну, потім
накладають вакуумну камеру, яку притискають до поверхні виробу і включають вакуумний
насос. При цьому в камері створюється
розрідження. Перепад тиску може
становити 0,02-0,09 МПа. Якщо у шві є нещільності, то повітря, проникаючи через
них у камеру, викликає появу бульбашок. Спостерігаючи через скло за
бульбашками, відзначають місця їх появи крейдою або фарбою. Триходовим краном упускають атмосферне
повітря в порожнину камери, знімають і переміщують її на сусідню ділянку.
Послідовно пересуваючи камеру, можна випробувати шви будь-якої довжини. В
інституті зварювання ім. Є. О. Патона розроблені спеціальні установки для
пневматичного контролю. Це механізовані візки, платформи які укомплектовані
вакуумними насосами, набором вакуумних камер різної конфігурації та іншими
пристроями, що дозволяють підвищити продуктивність праці.450
г меленої просіяної крейди або каоліну на 1 л води або розчинника
(взимку). Після висихання суспензії протилежний бік зварного шва багаторазово
(5-15) змочують гасом. У місцях суцільних дефектів на крейдяній суспензії
з'являються темні плями. При багаторазовому змочуванні шва виявлення дефектів
проходить у 2,4-3,3 рази швидше, ніж при одноразовому. 3 г на 1 л . Фарба зафарбовує гас у червоно-ліловий
колір. Для контролю напусткових з'єднань гас подають у зазор під тиском не
менше 0,15 МПа.
4.
Контроль капілярним методом
Питання для самоконтролю.
Для вивчення теми уроків можна використати підручник, або наступний матеріал
Корисні посилання:https://www.youtube.com/watch?v=GUqgfPRdHik – капілярний контроль
①
ГІДРАВЛІЧНІ ВИПРОБУВАННЯ
Гідравлічним випробуванням піддають
трубопроводи, резервуари, технологічні апарати та інші споруди з метою
перевірки щільності та міцності зварних швів. Гідравлічні випробування
регламентуються ГОСТом 3242-79, який передбачає їх здійснення трьома способами:
гідравлічним тиском, наливанням води і поливанням водою. Вибір
способу, основні параметри випробувань (величина тиску, витримка й
герметичність) установлюють відповідні ТУ та правила Держнаглядохоронпраці
України.
При випробуванні
гідравлічним тиском виріб заповнюють контрольною речовиною (робочою
речовиною або водою), герметизують. Потім за допомогою насоса створюють у ньому
необхідний тиск, при якому витримують протягом часу встановленого ТУ, потім
обстукують молотком з круглим бойком і оглядають усі зварні та інші з'єднання
для виявлення місць витікання. Герметичність можна визначати не
лише за появою на поверхні виробу крапель рідини, але й за спадом тиску на
манометрі під час випробування.
Випробування наливанням води
проводять для контролю щільності з'єднань відкритих споруд: вертикальних
циліндричних резервуарів і газгольдерів, цистерн, відділів суден. Зварні шви
про 436 тирають і сушать, обдувають повітрям. Споруду заповнюють водою (до
передбаченого ТУ рівня) і після певного часу всі з'єднання піддають зовнішньому
огляду. Контроль проводиться при
плюсових температурах.
Випробування поливанням водою
проводять у тих випадках, коли є можливість вільного доступу до зварних
з'єднань з обох боків. З одного боку
з'єднання поливають струменем води з брандспойта (тиск 0,1-1 МПа) одночасно, з
іншого проводять огляд з метою виявлення течі. Вертикальні з'єднання поливають
знизу вверх.
②
ПНЕВМАТИЧНІ ВИПРОБУВАННЯ
Пневматичні
методи випробувань
застосовують для контролю зварних швів замкнутих систем — трубопроводів,
посудин та апаратів, а також відкритих листових конструкцій типу резервуарів. На
практиці застосовують три основних методи: випробування стиснутим повітрям,
пневмогідравлічним і вакуумуванням.
Випробування стисненим повітрям
проводять двома способами: наповнення системи повітрям і обдуванням струменем
стисненого повітря. У першому випадку
після герметизації контрольованої системи (трубопроводу, посудини) в ній
створюють випробувальний тиск, який дорівнює 1,1-1,2 робочого тиску. Виявлення
течі проводять за допомогою піноутворюючих складників, якими зобні покривають
усі шви. У місцях, де є наскрізні дефекти, під дією повітря утворюються
бульбашки, за якими й визначають місце знаходження дефекту. Піноутворюючу
речовину наносять на поверхню швів пензликом або за допомогою пульверизаторів
(табл.1).

Випробування
стисненим повітрям слід проводити після гідравлічних випробувань на
міцність.
Випробування
обдувом струменем
стисненого повітря проводять для контролю герметичності зварних з'єднань
листових крупнога-баритних конструкцій (резервуарів, корпусів суден).
Випробування
пневмогідравлічним методом
проводять шляхом занурення посудини в індикаторну рідину і подачі контрольного
газу. Дефекти визначають за появою
бульбашок.
Випробування вакуумуванням проводять
за допомогою вакуумних камер (рис.1).

Рис.1. Схема контролю
переносною вакуум-камерою:
1-вакуумметр, 2-триходовий
кран, 3-плексиглас,ь 4-рамка, 5-губчаста гума, 6-мильна бульбашка,
7-контрольований виріб, 8-дефект зварного шва
Камера
складається з листового оргскла (наприклад, прямокутної форми), з одного боку
якого за периметром приклеєна губчаста гума, яка є ущільнювачем. В оргсклі є
отвір, через який за допомогою шлангів камеру з'єднують з вакуумним насосом або
інжектором. Для випробування на
щільність ділянку зварного шва покривають сумішшю, яка утворює піну, потім
накладають вакуумну камеру, яку притискають до поверхні виробу і включають вакуумний
насос. При цьому в камері створюється
розрідження. Перепад тиску може
становити 0,02-0,09 МПа. Якщо у шві є нещільності, то повітря, проникаючи через
них у камеру, викликає появу бульбашок. Спостерігаючи через скло за
бульбашками, відзначають місця їх появи крейдою або фарбою. Триходовим краном упускають атмосферне
повітря в порожнину камери, знімають і переміщують її на сусідню ділянку.
Послідовно пересуваючи камеру, можна випробувати шви будь-якої довжини. В
інституті зварювання ім. Є. О. Патона розроблені спеціальні установки для
пневматичного контролю. Це механізовані візки, платформи які укомплектовані
вакуумними насосами, набором вакуумних камер різної конфігурації та іншими
пристроями, що дозволяють підвищити продуктивність праці.
ВИПРОБУВАННЯ ГАСОМ
Відомо, що гас
має особливі властивості (неполярність, висока змочувальна властивість,
відносно мала в'язкість), які забезпечують високу чуттєвість контролю. Крім
того контроль відрізняється простотою й доступністю, не вимагає складного
обладнання та дефіцитних матеріалів. Розрізняють чотири способи
При
гасовому способі
на зварне з'єднання, очищене від шлаку та інших забруднень, наносять тонкий шар
крейдяної суспензії за допомогою пульверизатора. Крейдяну суспензію
виготовляють із розрахунку 350-450
г меленої просіяної крейди або каоліну на 1 л води або розчинника
(взимку). Після висихання суспензії протилежний бік зварного шва багаторазово
(5-15) змочують гасом. У місцях суцільних дефектів на крейдяній суспензії
з'являються темні плями. При багаторазовому змочуванні шва виявлення дефектів
проходить у 2,4-3,3 рази швидше, ніж при одноразовому.
Для кращої
фіксації дефектів, особливо в спеку рекомендується до гасу додавати фарбу
"Судан III" із розрахунку 2,5-3 г на 1 л . Фарба зафарбовує гас у червоно-ліловий
колір. Для контролю напусткових з'єднань гас подають у зазор під тиском не
менше 0,15 МПа.
Гасопневматичний
і гасовакуумнйй способи
підвищують продуктивність і чутливість методу випробування гасом. У першому випадку змочені шви обдувають з
боку гасу стиснутим повітрям при тиску не менше 0,3-0,4 МПа. Це прискорює
проникнення гасу і підвищує виявлення дефектів. В іншому випадку на покрите
крейдяною суспензією з'єднання встановлюють вакуумну камеру і створюють
розрідження, яке сприяє проникненню гасу через дефекти.
Гасовібраційний
спосіб відрізняється тим,
що зварні з'єднання обприскують гасом у процесі вібрації. Випробування гасом застосовують й у випадку,
коли до зварних швів є тільки однобічний доступ. Зварні шви очищають від
забруднень, витирають, потім змочують 3-4 рази зафарбованим гасом, який через
15-20 хв видаляють з поверхні шва (протирають або промивають 5%-вим водним
розчином кальцинованої соди). Висушену
поверхню зварного з'єднання покривають з пульверизатора тонким шаром крейдяної
суспензії та висушують гарячим повітрям. Потім у місцях дефектів з'являються
плями гасу, який виходить на поверхню із дефектних місць.
③
Хімічний метод
Основою
хімічного методу контролю є властивість індикаторної речовини змінювати своє
забарвлення, внаслідок хімічної взаємодії з контрольною речовиною.
Суть цього методу полягає в тому, що в
контрольовану зварну посудину, після попереднього гідравлічного або
пневматичного випробовування, подається контрольний газ. Під тиском він
виходить через нещільності і в місцях суцільних дефектів зафарбовує індикаторну
речовину, попередньо нанесену на поверхню зварного виробу. В якості
контрольного газу використовують суміш аміаку з повітрям. Шов покривають
індикаторною стрічкою з паперу або тканини, просоченої 5%-вим водним розчином
азотно-кислої ртуті або розчином фенолфталеїну. Тиск газу становить 0,1-0,15
МПа, час витримки — 1-15 хв. У якості індикаторів використовують також
желеподібні маси, які наносять на контрольовані поверхні зварних швів; у якості
контрольного газу — суміш аміаку (3%) з азотом (97%) або вуглекислий газ.
Галоїдний
метод
При даному методі наявність суцільних
дефектів установлюють за допомогою галоїдного течошукача. Розрізняють два
способи галоїдного контролю: вакуумування і спосіб щупа. Відповідно до цього
галоїдні течошукачі мають два типи датчиків: атмосферний, вакуумний.
Атмосферний датчик складається з платинового аноду — емітера та колектора. Анод — це керамічний стержень, на який
намотано спіраль; він поміщений усередину трубчатого колектора. Проміжок між
колектором і емітером заповнений атмосферним повітрям. У вакуумному датчику цей проміжок
вакуумується, а сам датчик додатково комплектується інжектором.
При контролі способом щупа
з контрольованого виробу, який попередньо перевірили радіаційним чи акустичним
методом, гідро-випробуванням на міцність, відкачують повітря і заповнюють
контрольним газом, наприклад, фреоном. Потім тиск фреону доводять до
випробувального і переміщують щуп датчика галоїдного течошукача по поверхні
зварних з'єднань. При наявності течей фреон просочується через них назовні й
засмоктується в трубку датчика вентилятором, який у ньому є.
При роботі течошукача платиновий емітер
нагрівається до температури 800-900°С, випускає позитивні іони, які під дією
прикладеної між анодом і колектором напруги 200-250 В переміщуються на від'ємно
заряджений колектор. Виникає іонний струм. Іони галоїдного газу мають високий
від'ємний потенціал.. Потрапляючи у проміжок між емітером і колектором, вони
посилюють іонний струм, який реєструється приладом із стрілкою і звуковим індикатором
— телефоном. Вплив іонів галоїдів посилюється, якщо на емітері є лужні
елементи. Таку ж дію має й кисень, який при роботі у вакуумі подають у трубку
щупа за допомогою інжектора.
При вакуумному способі
з'єднання з одного боку обдувають контрольним газом, з іншого перевіряють
вакуумним датчиком.
У якості контрольних
газів використовують хлористий вуглець, фреон та інші галоїди в чистому вигляді
або в суміші з повітрям, азотом. Найчастіше використовують фреон, тому що він
неотруйний і дешевий.
4.
Контроль капілярним методом
Капілярний
метод контролю використовують для виявлення поверхневих дефектів зварних
з'єднань (мікротріщин і тріщин), які виходять на поверхню виробу; дрібних
поверхневих пор і вузьких непроварів, які важко виявити при зовнішньому огляді.
Цей метод особливо важливий для контролю
відповідальних зварних з'єднань аустенітних, нержавіючих, жароміцних і жаро 440
стійких сталей, алюмінію, латуні, властивості яких обмежують можливості
використання інших методів контролю. Розміри поверхневих дефектів —
мікроскопічне розкриття і макроскопічна протяжність, надають їм властивостей
капілярів. Тому
й метод контролю, якими виявляються ці дефекти, називають капілярними.
Розрізняють
три методи капілярного контролю:
-люмінесцентний,
-метод фарб
(кольоровий) і
-люмінісцентно-кольоровий.
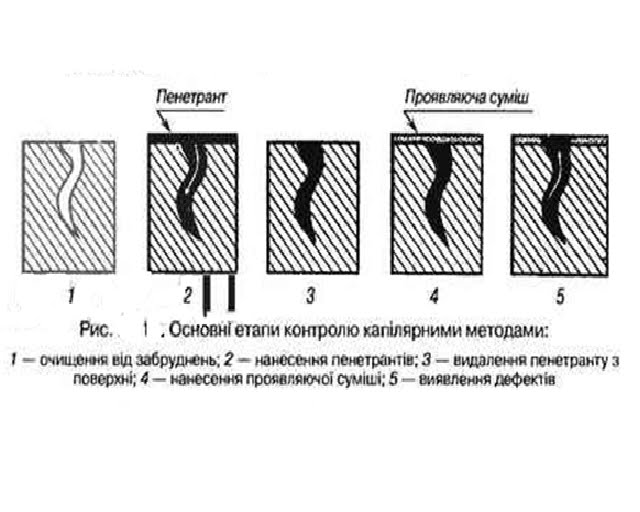
В основі
капілярної дефектоскопії лежить зміна контрастності зображення поверхневих
дефектів і фону, на якому вони виявляються, за допомогою спеціальних світлоі
кольороконтрастних індикаторних рідин — пенетрантів. їх наносять на попередньо
очищену поверхню шва, витримують деякий час, видаляють надлишок рідини і
наносять проявляючу суміш. Індикаторна рідина, що залишилася в
дефектах, утворює на фоні проявника рисунок, за яким роблять висновок про
наявність дефекту (рис. 1).
При люмінісцентному методі контролю до складу індикаторних рідин вводять спеціальні
речовини, які при подальшому освітленні чи опроміненні ультрафіолетовими
променями самі стають джерелом випромінювання. Контроль полягає в очищанні
поверхні від забруднень, нанесенні індикаторної рідини, витримуванні, видаленні
надлишку рідини з поверхні виробу, сушінні підігрітим повітрям до 50-60°С,
нанесенні проявляючої суміші і виявленні дефектів шляхом огляду в ультрафіолетових
променях або при природному освітленні. Найпоширеніші індикаторні рідини —
пенетранти, які одержують на основі гасу:
№1. Гасу — 64,
5, норіолу — 25, бензину — 10 і 0, 5 емульгатору ОП-10(абоОП-7);
№2. Гасу — 84,5, авіаційного масла — 15
і 0,5 емульгатору ОП-10 (або ОП7);
№3. Гасу — 50, бензину — 25,
трансформаторного масла — 24,97 і 0, 03 зелено-золотистого дефектолю.
У якості очисника для видалення
індикаторної рідини використовують воду під тиском. Залишки люмінесцентних
речовин нейтралізують. При їдкому сорбційному способі проявлення використовують
порошки тальку, вуглекислого магнію, силікагелю. Джерелами ультрафіолетових
променів є ртутно-кварцеві лампи різних марок, а також комплекти типу
ДАК-211.
Контроль
методом фарб проводять за допомогою індикаторних
рідин, до яких вводять спеціальні фарбники. Технологія контролю аналогічна
люмінесцентному методу. Використовують індикаторну фарбу "К" і
проявник — біла фарба "М" та ін. Люмінесцентно-кольоровий метод
контролю є поєднанням люмінесцентного і кольорового методів контролю. Він
відрізняється тим, що індикаторні сліди не тільки люмінесціюють в
ультрафіолетових променях, але й забарвлені. Люмінофори, фарбники, що
використовуються при цьому методі, при опроміненні ультрафіолетовими променями
дають оранжеве світіння, а при звичайному освітленні—червоне.
Питання для самоконтролю.
1. Назвіть
види пневматичного контролю.
2. Назвіть
види гідравлічного контролю.
3. Як
здійснюється контроль гасом?
4. Назвіть склад піноутворюючої суміші.
5. Як здійснюється галоїдний контроль?
6. У чому суть капілярного методу?
Немає коментарів:
Дописати коментар