11 група 20.03.2020р. Урок №117-118
ТЕМА №17. Технологія дугового та газового наплавлення
Урок №117-118. Загальні відомості про наплавлення. Наплавлювальні матеріали
План
1. Загальні відомості про наплавлення.
2. Матеріали
для наплавлення.
①
Наплавленням
називається процес нанесення шару розплавленого металу або сплаву на поверхню
виробу. Наплавлення використовують для відновлення спрацьованих деталей та
отримання виробів із заданими властивостями поверхні:стійкістю
протиспрацювання, жароміцністю, жаро й кислотостійкістю, антифрикційністю та
ін. Використання наплавлення знижує витрати дорогих і дефіцитних легованих
сталей, спеціальних сплавів, підвищує надійністьі терміни роботи машин
(механізмів).
Використовується ручне дугове наплавлення плавкими й
неплавкими електродами; автоматичне та напівавтоматичне наплавлення під флюсом
і в захисних газах; плазмове, вібродугове, електрошлакове, індукційне,
імпульсно-дугове й газове наплавлення. Найчастіше наплавлення виконують
електричною зварювальною дугою.На відміну від зварювання при наплавленні
приймає участь невелика кількість основного металу, яка проплавляється на малу
глибину. Тому внутрішні напруги та деформації й схильність виробу до утворення
тріщин незначні. Задані властивості наплавленого шару одержують введенням до
його складу легуючих елементів. Легування виконують за рахунок взаємодії металу
та шлаку, поглинанням елементів із навколишнього газового середовища, введенням
у зварну ванну металевих добавок. Найважливішим при наплавленні є одержання
однорідного хімічного складу наплавленого металу та заданих властивостей
виробу.
Механізоване наплавлення відрізняється від ручного
безперервністю процесу завдяки використанню електродного дроту або стрічки і
спеціальних пристроїв для подачі електродного матеріалу та механізмів для
пересування джерела теплоти або наплавлюваного виробу.
②
За способом виробництва матеріали для наплавлення поділяють на покриті
електроди, наплавлювальні суцільні дроти й стрічки, флюси, порошкові дроти та
стрічки, прутки й зернисті порошкоподібні сплави.Для наплавлення матеріали
підбирають залежно від призначення і необхідної твердості наплавленого шару. Для відновлення форми і розмірів деталей
використовують звичайні зварювальні дроти та електроди, які дають наплавлений
метал низької твердості. За ГОСТом10543-82 виготовляється сталевий наплавочний
дріт діаметром від 0,3 до 8 мм. Стандартом передбачений вуглецевий дріт 9 марок
(Нп-25, Нп-85 та ін.), легований дріт 11 марок (Нп-40Г, Нп-30ХГСА та ін.),
високолегований дріт 10 марок (Нп-20Х14, Нп-30Х10Г10Т, Нп-Х20Н80Т та ін.).
ГОСТ 10051-75 передбачає 44
типи покритих електродів для наплавлення поверхневих шарів з особливими
властивостями, які забезпечують твердість наплавленого шару від 28 до 66 HRC.
Застосування, режими наплавлення та характеристика покритих електродів наведені
в табл.1.
Таблиця 1 Характеристика
покритих електродів для наплавлення

Порошковим
дротом наплавляють вироби під флюсом, у захисних газах і відкритою дугою. Для
наплавлення під флюсом деталей з вуглецевих сталей використовують порошкові
дроти марок ПП-АН120, ПП-АН121, ПП-АН122, для наплавлення високомарганцевих
сталей -- ПП-АН105, для наплавлення високохромистих сталей -- ПП-АН170. Для
наплавлення під флюсом і відкритою дугою застосовують універсальні порошкові
стрічки марок ПЛ-АН101, ПЛ-АН102. При наплавленні порошковим дротом
використовують струми меншої величини ніж для зварювання. При цьому глибина
проплавлення металу виробу знижується, а наплавлюваний метал менше
перемішується з основним і твердість наплавленого шару зростає. Для наплавлення
в середовищі аргону і газокисневим полум'ям використовують прутки з литих
твердих сплавів. їх випускають діаметром 6-8 мм і довжиною до 400 мм. Для наплавлення
також використовують спеціальні зернисті (порошкоподібні) сплави:
Вокар -- зерниста суміш
подрібненого вольфраму і вуглецю; використовується для наплавлення бурового
інструмента. Твердість першого шару становить 50-58 HRC, другого -- 61-63 HRC.
Вісхом складається з 5%
ферохрому, 15 феромарганцю, 74 чавунної стружки і 6% графіту. Використовується
для наплавлення лемехів, дисків, зубів та інших деталей сільськогосподарських
машин. Твердість наплавлення становить 250-320 НВ.
Боридна порошкова суміш БХ складається з 50%
боридів хрому і 50% залізного порошку. Твердість наплавленого шару становить
82-84 HRA.
Карбідно-боридна
порошкова суміш КБХ(5% хрому,
5 бориду хрому, 60 ферохрому, 30% залізного порошку).
Сталініт М складається з
порошків вуглецевого ферохрому, феромарганцю, нафтового коксу з чавунною
стружкою. Використовують для наплавлення ковшів екскаваторів, ножів бульдозерів
тощо. Твердість наплавленого шару становить 52HRC.
Для автоматичного та
напівавтоматичного наплавлення використовують ті самі флюси, що й для
зварювання. Хромонікелеві сталі наплавляють під флюсом марки АН-26,
високохромисті чавуни -- АН-28. Електрошлакове наплавлення виконують із флюсами
АН-8, АН-25. Наплавлення коліс мостових кранів, опорних котків і роликів
гусеничних тракторів виконують з керамічним флюсом АНК-18. Робочі поверхні
бульдозерів, грейдерів наплавляють із флюсом АНК-19.
Розроблена та випробувана в промислових
умовах ціла гама оригінальних порошкових безвольфрамових наплавочних матеріалів
з регульованими властивостями, призначених для зміцнення та реставрації робочих
органів обладнання, яке працює в умовах інтенсивного абразивного зношування.
На
відміну від традиційних матеріалів для наплавлення, де тверді хімічні сполуки
присутні в готовому вигляді, у матеріалах СВС-класу вони синтезуються в
електроді безпосередньо у процесі наплавлення з вихідних компонентів, які
вводяться до складу шихти.
Переваги такої технології:
1. Висока твердість і зносостійкість. Наплавочні матеріали СВС-класу,
розроблені на базі МНВЦ «Епсілон ЛТД», є мікрокомпозитами, де розмір твердої
фази (карбіди та бориди d-перехідних металів) лежать у межах 2-10 мкм і
співмірний з розміром частинок абразиву. Це дає змогу даним матеріалам успішно
працювати в будь-яких умовах абразивного впливу.
Традиційні наплавлювальні
матеріали типу «сормайт» (електроди Т-590, Т-620), які є по суті зносостійкими
сплавами, мають ряд суттєвих недоліків, а саме: недостатня твердість (50-60
HRC), невисока зносостійкість, а також значний термічний вплив на поверхню, що
наплавляється, та перемішування з основним металом внаслідок концентрації всієї
потужності наплавлювальної дуги на стержні електрода.
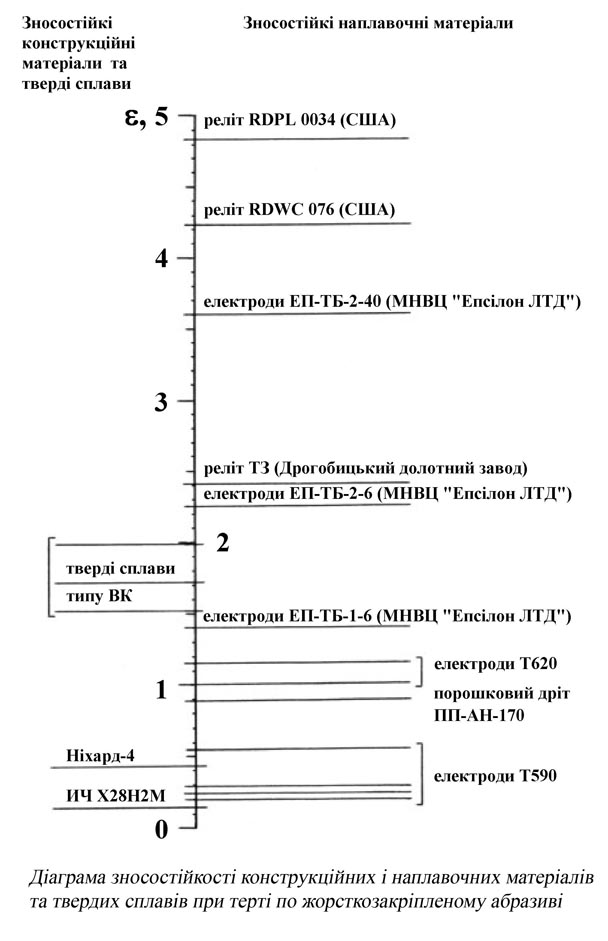
Електроди СВС-класу дають змогу
отримати захисне покриття з твердістю 63-70 HRC, зносостійкість якого при терті
по жорсткозакріпленому абразиву в 1,2-1,5 раз перевищує зносостійкість твердих
сплавів типу ВК і ацетиленового наплавлення стрічковим релітом (карбідом
вольфраму) і в 2,5-3,5 раз зносостійкість електродів типу «сормайт» (див.Порівняльну
діаграму зносостійкості матеріалів).
{kind=link}
2. Технологічна простота і висока
продуктивність.
Зміцнення здійснюється методом електродугового наплавлення з використанням
серійного зварювального обладнання типу ВДУ, ВДГ і стандартних пристосувань,
електродних тримачів і т.п.
Даний наплавочний матеріал можна
виготовляти як у вигляді порошкових електродів завдовжки 400 мм для ручного
електродугового наплавлення, так і у вигляді стрічки з поперечним перерізом 8х3
мм для механізованих способів наплавлення. Для використання стрічки придатні
будь-які моделі серійних зварювально-наплавлювальних автоматів (типу А 1416)
після незначної доробки вузла подачі електрода та спеціальні напівавтомати типу
"Орбіта-НП", розроблені на нашому підприємстві.
3. Помірні ціни та доступність. Оскільки при виробництві матеріалів
СВС-класу не використовується вольфрам, їхня ціна є співмірною з вартістю
традиційних безвольфрамових матеріалів для наплавлення (типу Т-590, Т-620 та
пруткового сормайту) і на порядок нижчою від вартості матеріалів на основі
карбіду вольфраму, а для реалізації процесу їх нанесення не потрібні жодні
додаткові матеріали (кисень, карбід кальцію, захисний газ, флюс і т.п.).

Мал.1 Наплавочні матеріали
виробництва
ТзОВ МНВЦ "Епсілон ЛТД" (порошкові наплавочні електроди та стрічка) |
Для потреб реставрації зношених
поверхонь деталей машин з середньою твердістю робочої поверхні 25-40 HRC
призначений окремий клас порошкових наплавочних матеріалів. Шар, наплавлений
вказаними матеріалами, легко обробляється методом різання, а його товщина не
лімітується. Пропонується до застосування при реставрації робочих поверхонь
кранових коліс, посадочних поверхонь валів під підшипники та інші робочі
елементи, а також елементів великогабаритних зубчатих зачеплень і ланцюгових
передач.
Наплавочні матеріали виготовляються в
вигляді порошкової стрічки січенням 8х3 мм або порошкових електродів довжиною
400 мм. В залежності від умов експлуатації зміцнених деталей пропонується
наступний набір наплавочних матеріалів (див. табл.1).
Технологія нанесення реалізується
шляхом електродугового або плазмового наплавлення в автоматичному,
механізованому та ручному режимах з використанням серійного або оригінального
наплавочного обладнання з джерелом живлення типу ВДУ-506.
Режими наплавлення приведені в
таблиці 2.
Таблиця 1


Таблиця 2
Найменування параметру
|
Значення для електродів
|
Значення для стрічки
|
Полярність дуги
|
обернена
|
обернена
|
Вольтамперна характеристика дуги
|
падаюча
|
жорстка
|
Сила струму, А
|
180 - 220
|
200 - 450
|
Напруга дуги, В
|
30 - 40
|
25 - 35
|
Швидкість подачі електроду, см/с
|
-
|
1,2 - 2,5
|
Швидкість подачі деталі, см/с
|
-
|
0,9 - 1,2
|
Виліт електроду, мм
|
-
|
30 - 50
|
Коефіцієнт наплавлення, г/(А год)
|
8,0 - 8,5
|
12 - 16
|
Витрати наплав. матеріалу на 1 дм2 наплавки,
кг
|
0,24
|
0,20
|
Коефіцієнт використання електроду
|
0,93
|
-
|
Продуктивність наплавлення, дм2за
1 хв.
|
до 0,5
|
до 1,2
|
Питання для самоконтролю.
1.
Що
називають наплавленням?
2.
Для чого використовують наплавлення?
3.
Охарактеризуйте особливості наплавлення.
4.
Які матеріали використовують для
наплавлення?
5.
Назвіть марки покритих електродів для
наплавлення.
Немає коментарів:
Дописати коментар