11 група 18.03.2020р. Урок №115-116
ТЕМА №16. Технологія механізованого зварювання
Урок №115-116. Техніка механізованого зварювання під флюсом.
Техніка автоматичного зварювання під флюсом
План
1. Зварюванння стикових швів.
2. Зварювання кутових швів.
Домашнє завдання : І.В.Гуменюк, О.Ф. Іваськів
Технологія електродугового зварювання
ст.208-211.
Для вивчення теми уроків можна використати підручник або наступний матеріал

Питання для самоконтролю знань.
①
При ручному зварюванні можна в доволі
широких межах регулювати ширину шва і глибину провару, не змінюючи режим
зварювання. Це досягається коливаннями і переміщеннями електрода в процесі
зварювання. При напівавтоматичному зварюванні під флюсом така можливість
регулювання форми шва обмежена, а при автоматичному зварюванні — дуже обмежена.
При автоматичному зварюванні під флюсом
форма шва регулюється двома способами: використанням коливального руху впоперек
шва з різною амплітудою й частотою, що дозволяє в широких межах змінювати форму
та розмір шва; зварювання спареним електродом, коли електроди розміщені
впоперек напрямку зварювання. При їх послідовному розміщенні глибина
проплавлення, навпаки, зростає.
Одержання якісного шва при однобічному
зварюванні з формуванням зворотного валика є складним завданням, тому що
проплавлення металу на всю товщину може призвести до його витікання із зварної
ванни та утворення пропалу. Цьому запобігають спеціальними способами. При
двобічному зварюванні завдання стає легшим тому, що глибина провару в кожному
шві менша товщини металу і розплавлений метал від витікання із зварної ванни
утримується нерозплавленою частиною кромок. Але при цьому необхідно кантувати
виріб для зварювання другого шва, що не завжди можливо.
При автоматичному зварюванні стикових
з'єднань «на вазі» майже неможливо одержати шов із проваром на всій довжині
внаслідок витікання в зазор між кромками розплавленого металу та флюсу з
утворенням пропалів. Щоб запобігти цьому, використовують різні прийоми, що
сприяють формуванню кореня шва. Для утримання зварювальної ванни застосовують
такі технологічні прийоми: зварювання на флюсовій подушці, міднофлюсовій
підкладці, на тимчасових сталевих підкладках і таких, що залишаються. Крім
того, застосовують ручне підварювання кореня шва, зварювання «на вазі» при
зазорі, меншому 1 мм.
Зварювання однобічних швів можна виконувати
за попереднім ручним або автоматичним підварюванням. Однобічне зварювання на
сталевій підкладці, що залишається, застосовується, коли воно допускається за
експлуатаційними умовами. Для одношарових швів товщина підкладки становить 30-40%
товщини металу, для багатошарових швів дорівнюватиме товщині першого шару. При
використанні для зварювання змінних мідних підкладок якість шва залежить від
надійності підтискання до цих кромок. При зазорах вище 0,5 мм розплавлений
метал може витікати з нього, що призводить до утворення дефектів у шві. Разом з
тим складно покласти кромки довгого стику вздовж формуючої канавки нерухомої
мідної підкладки.
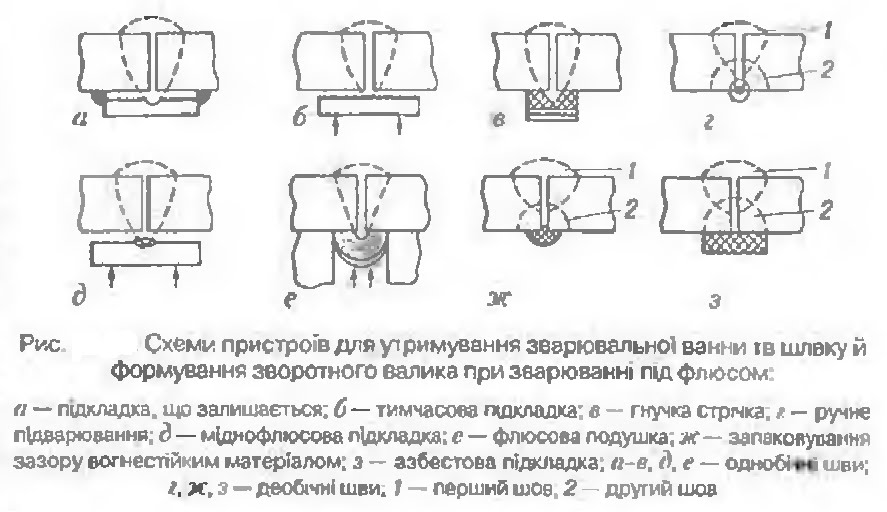
Для поліпшення формування кореня шва в
збільшену вглиб формуючу канавку в мідній підкладці можна засипати флюс — так
виконують зварювання на міднофлюсовій підкладці. Однобічне зварювання на
флюсовій подушці при щільному підтисканні флюсу забезпечує повне проварювання
кромок і добре формування кореня шва при меншій точності складання кромок
завтовшки 2 мм і вище. Флюс під стиком підтискується повітрям, яке подається в
шланг, а при зварюванні кільцевих швів — спеціальною штучною стрічкою. При
протіканні флюсу зварювальні листи від перекосу утримують спеціальними
притискачами або магнітами на спеціальних стендах.
Нині застосовують підкладки з термостійких,
синтетичних і керамічних стрічок одноразового користування.
В однобічних швах не завжди забезпечується
добре формування кореня шва. Тому у відповідальних конструкціях використовують
зварювання з обох боків. При цьому перші валики в коренях швів мають
перекривати один одного на 2-5 мм. Щоб запобігти протіканню розплавленого
металу в зазор між кромками кращі результати отримують при попередньому
підварюванні, яке часто служить як прихвачувальний шов при складанні. Після
кантування виробу при першому основному проході підварювальний шов треба
повністю переварювати.
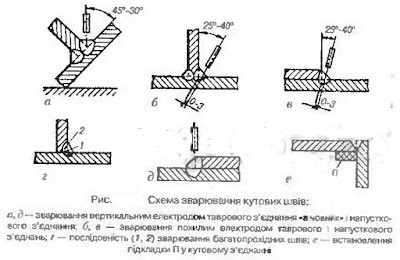
②
Залежно від площі поперечного перерізу і
положення зварювання кутові шви можуть зварюватися зі скошенням чи без скошення
кромок, однопрохідними і багатопрохідними швами. Зварювання можна виконувати
в положенні «у човник» або похилим електродом.
При зварюванні «у човник» можна одержати
одношаровий шов або кожен шов у багатошаровому шві більшого перерізу, ніж при
зварюванні похилим електродом, де можливий підріз на вертикальній стінці або на
верхньому листі. Але зварювання «в човник» ведеться практично «на вазі» тому,
що застосування мідних підкладок і флюсових подушок обмежується. Тому зазор між
деталями не повинен перевищувати 1,5 мм. При зварюванні похилим електродом
зазор може бути підвищений до З мм. При збільшених зазорах виконується ручне
або механізоване підварювання швом, який переплавляється при зварюванні
основного шва. При положенні «у човник» техніка зварювання не відрізняється від
техніки зварювання стикових швів із розробкою кромок; за один прохід можна
зварити шов з катетом до 14 мм.

При зварюванні похилим електродом утворення
підрізу обмежує можливість одержання шва з катетом понад 6 мм. У цьому випадку
особливо важливо точно направляти електрод у розробку кромок. Для забезпечення
провару при різній товщині зварювальних елементів зварювання може виконуватися
в несиметричний «човник» або несиметрично нахиленим електродом. Для запобігання
підрізу при зварюванні нахиленим електродом його зміщують . У напусткових з'єднаннях при товщині
верхнього листа до 8 мм зварювання можна вести вертикальним електродом з
оплавленням верхньої кромки. Кутові
з'єднання можна зварювати вертикальним електродом з мідною підкладкою.
1. У чому суть зварювання під флюсом і його переваги?
2. Назвіть ннедоліки зварювання під флюсом.
3. Які прийоми використовуються для формування кореня шва?
4. Які зварні шви і види підготовки кромок використовують при зварююванні під флюсом?
5. Чи жна викристовувати напівавтомат в середовищі захисного гзу для зварювання під флюсом?
2. Назвіть ннедоліки зварювання під флюсом.
3. Які прийоми використовуються для формування кореня шва?
4. Які зварні шви і види підготовки кромок використовують при зварююванні під флюсом?
5. Чи жна викристовувати напівавтомат в середовищі захисного гзу для зварювання під флюсом?
Немає коментарів:
Дописати коментар